")
Español

Calidad de repuesto equivalente a OE
IATF 16949/ISO 9001/CE/RoHS
50 piezas
7 - 15 días
12 meses
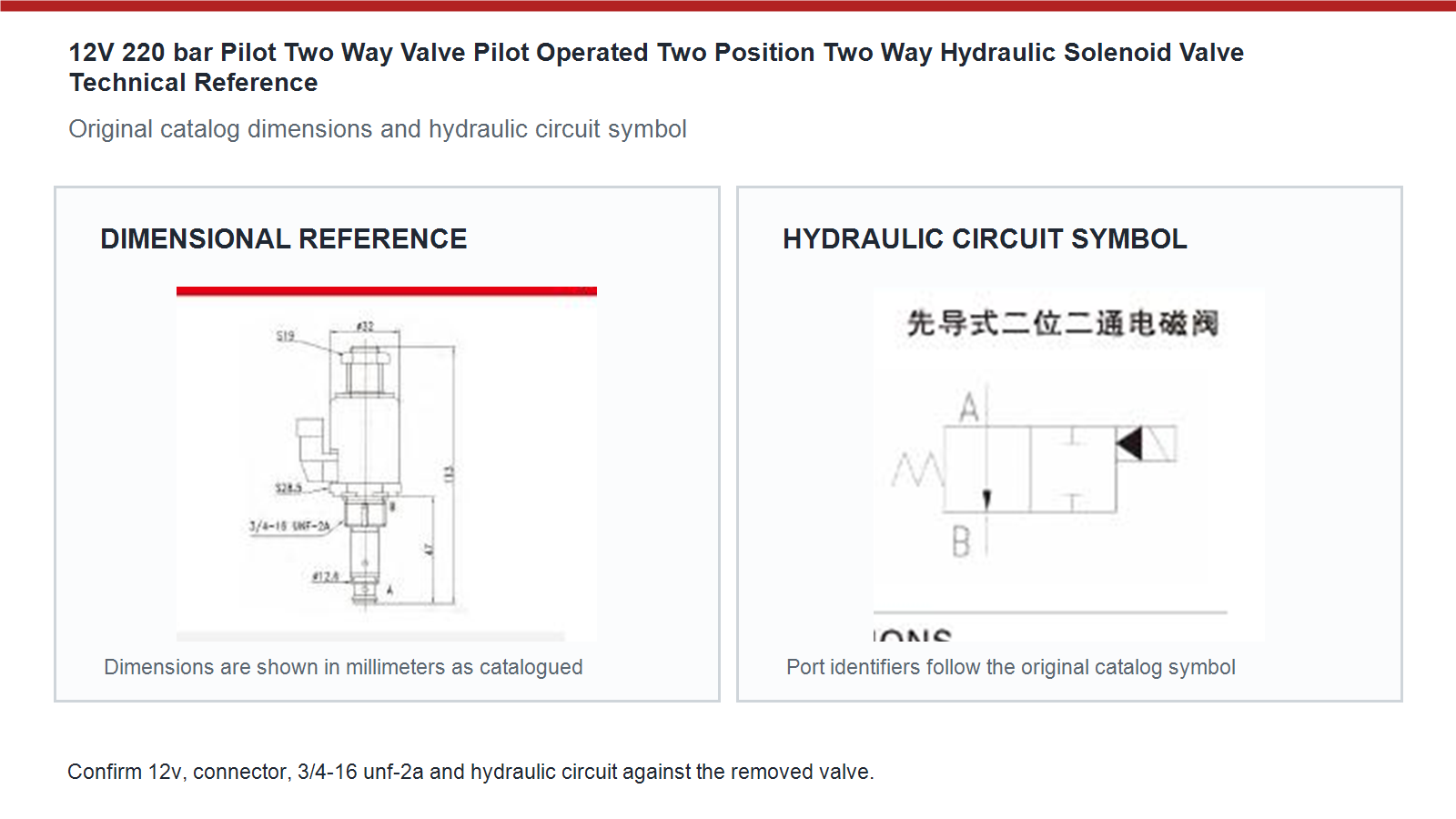
Circuitos piloto hidráulicos que utilizan el cartucho 3/4-16, el conector y la lógica bidireccional normalmente cerrada
Confirme 12v, conector, 3/4-16 unf-2a, sellos y circuito hidráulico antes de la instalación.
| Cantidad: | |
|---|---|
La válvula solenoide hidráulica de dos vías y dos posiciones operada por piloto de 12 V es una válvula solenoide hidráulica de dos vías y dos posiciones operada por piloto para circuitos piloto hidráulicos que utilizan el cartucho 3/4-16, el conector y la lógica bidireccional normalmente cerrada. Los compradores deben confirmar la evidencia de bobina antigua, 12 V, conector integral, 3/4-16 unf-2a antes de aprobar el stock de repuesto.
Especificación |
Información confirmada |
|---|---|
Tipo de producto |
Válvula solenoide hidráulica bidireccional de dos posiciones operada por piloto |
Referencia primaria |
Reemplazo específico de la construcción |
Referencias cruzadas |
No se ha asignado ningún número OE público verificado |
Versión eléctrica |
12V |
Referencia de presión de trabajo |
220 barras |
Interfaz |
3/4-16 UNF-2A |
Ámbito de aplicación |
Circuitos piloto hidráulicos que utilizan el cartucho 3/4-16, el conector y la lógica bidireccional normalmente cerrada |
Cantidad mínima de pedido |
50 piezas |
El tiempo de entrega |
7 a 15 días |
Garantía |
12 meses |
Utilice la referencia dimensional del catálogo original y el símbolo hidráulico para comparar la válvula con el componente retirado y el esquema de la máquina antes de aprobar la compra.
Complete todos los puntos de control a continuación antes de que se publique una muestra o un pedido al por mayor.
Punto de aprobación |
Revisión del comprador |
|---|---|
Referencia |
Utilice evidencia completa de válvulas antiguas |
Eléctrico |
12V; verificar en el conector cargado |
Mecánico |
Compare 3/4-16 unf-2a, posiciones de sellado y espacio libre instalado |
Hidráulico |
Confirmar el estado normal, el estado energizado y la relación del puerto. |
Evidencia de la máquina |
Circuitos piloto hidráulicos que utilizan el cartucho 3/4-16, el conector y la lógica bidireccional normalmente cerrada |
Separe el comando eléctrico, el movimiento de los componentes y la respuesta final de la máquina para que el cableado real o la falla hidráulica no queden ocultos por el reemplazo de piezas.
Condición observada |
Cheque recomendado |
|---|---|
Sin movimiento |
Verifique el voltaje del conector cargado, tierra, comando del controlador y resistencia de la bobina. |
Respuesta lenta |
Inspeccionar la limpieza del aceite, el estado del filtro, la viscosidad y el movimiento de la válvula. |
respuesta invertida |
Detenga la operación y compare la lógica del puerto normal y energizado. |
Fuga externa |
Inspeccione los sellos, la superficie de la válvula, el estado del orificio y la profundidad del asiento. |
Calentamiento repetido |
Confirme el voltaje, el ciclo de trabajo, la resistencia del conector y el movimiento completo. |
Cuando se apruebe una muestra del primer artículo, conserve las medidas verificadas y el resultado de la prueba en el registro de servicio. Utilice el marcado antiguo completo, versión eléctrica de 12v, cara del conector, 3/4-16 unf-2a, posiciones de sellado y el esquema hidráulico de la máquina. Una referencia por sí sola no puede probar que las rutas de flujo normal y energizada coincidan. Registre el modelo de la máquina, el número de serie y las fotografías de las válvulas extraídas con la muestra aprobada para que los pedidos repetidos sigan la misma base de ingeniería.
Cuando se investiga un caso de sobrecalentamiento repetido, mantenga las mediciones verificadas y el resultado de la prueba en el registro de servicio. Lea la marca de voltaje en la bobina extraída y mida el suministro en el conector cargado mientras el controlador controla la válvula. No infiera el voltaje únicamente a partir del recuento de baterías porque los convertidores, los cambios de arnés y las flotas mixtas pueden producir otro suministro de bobina. Mantenga el valor confirmado en la consulta, orden de compra, etiqueta de la caja y registro de inspección entrante.
Cuando la cavidad de un conector muestra corrosión, mantenga las mediciones verificadas y el resultado de la prueba en el registro de servicio. Trate 220 bar como una referencia de componente que debe permanecer dentro de los requisitos reales del circuito, no como un permiso para ignorar los datos de servicio de la máquina. Confirme qué puertos ven presión en ambos estados de conmutación, revise la presión de retorno y verifique la cavidad o brida. La capacidad de presión no puede corregir una función de carrete, una profundidad de cartucho o una relación de colector incorrectas.
Cuando se inicia un análisis de devolución sin registros de la máquina, mantenga las mediciones verificadas y el resultado de la prueba en el registro de servicio. Dos válvulas pueden compartir un diámetro de bobina y un conector mientras usan diferentes longitudes de cartucho, superficies de sellado, fuerzas de resorte o lógica de puerto. Compare 3/4-16 unf-2a, longitud total, profundidad de instalación, dirección del conector y símbolo hidráulico. Una pieza que se monta correctamente pero dirige la presión de manera diferente puede crear una respuesta débil, un movimiento invertido o una carga continua de la bomba.
Cuando un sistema hidráulico caliente desarrolla una respuesta lenta, mantenga las mediciones verificadas y el resultado de las pruebas en el registro de servicio. Mida el suministro y la tierra en el conector cargado, luego verifique la resistencia de la bobina y verifique que el controlador emita el comando. Si la entrada eléctrica es correcta, inspeccione la limpieza del aceite, el estado del filtro, la libertad de los elementos móviles y la contaminación del colector. Separe el comando eléctrico de la respuesta hidráulica antes de reemplazar otra válvula para no pasar por alto un arnés o un pasaje piloto bloqueado.
Cuando se planifique una revisión controlada en serie, mantenga las mediciones verificadas y el resultado de las pruebas en el registro de servicio. Compare la longitud total, la posición de la rosca o brida, los diámetros de sellado y la holgura del conector con el componente retirado. Lea el lado del resorte del símbolo hidráulico como el estado normal y el lado del solenoide como el estado energizado. Concilie las letras de los puertos del catálogo con el esquema del equipo antes de la puesta en servicio porque las etiquetas pueden diferir entre los dibujos de la válvula y de la máquina.
Cuando una flota contiene dos versiones de bobinas similares, mantenga las mediciones verificadas y el resultado de las pruebas en el registro de servicio. Proporcione la etiqueta antigua completa, el modelo de la máquina y el número de serie, el voltaje confirmado, la cara del conector, las medidas del cartucho o de la brida, la función hidráulica, la cantidad requerida y el destino. Separe cada sufijo o versión eléctrica en la consulta. Esta evidencia permite la comparación técnica y la aprobación de muestras para proceder con la cotización comercial en lugar de realizar repetidas aclaraciones.
Envíe las marcas antiguas completas o la evidencia de los componentes, el voltaje confirmado, la información de la máquina, fotografías claras, las medidas y la cantidad requerida para una cotización B2B centrada en el equipamiento.