")
Português

Qualidade de substituição equivalente a OE
IATF 16949/ISO 9001/CE/RoHS
50 peças
7 - 15 dias
12 meses
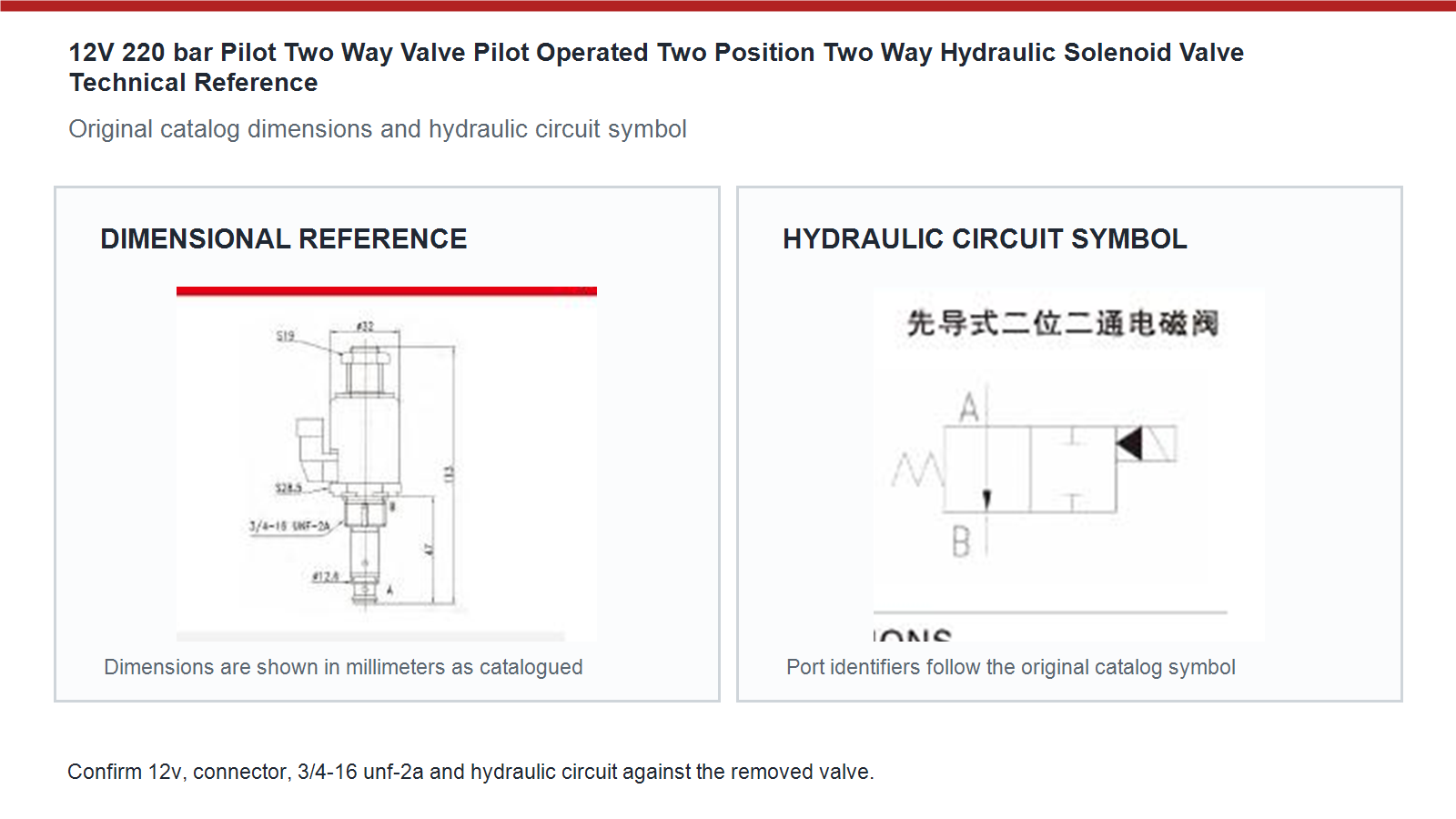
Circuitos piloto hidráulicos usando cartucho 3/4-16 correspondente, conector e lógica bidirecional normalmente fechada
Confirme 12v, conector, 3/4-16 unf-2a, vedações e circuito hidráulico antes da instalação.
| Quantidade: | |
|---|---|
A válvula solenóide hidráulica bidirecional de duas posições operada por piloto 12V é uma válvula solenóide hidráulica bidirecional de duas posições operada por piloto para circuitos piloto hidráulicos usando o cartucho 3/4-16 correspondente, conector e lógica bidirecional normalmente fechada. Os compradores devem confirmar a evidência da bobina antiga, 12 V, conector integral, 3/4-16 unf-2a antes de aprovar o estoque de reposição.
Especificação |
Informações confirmadas |
|---|---|
Tipo de produto |
Válvula solenóide hidráulica em dois sentidos operada piloto de duas posições |
Referência Primária |
Substituição específica de construção |
Referências Cruzadas |
Nenhum número OE público verificado atribuído |
Versão elétrica |
12V |
Referência de pressão de trabalho |
220 barras |
Interface |
3/4-16 UNF-2A |
Escopo de aplicação |
Circuitos piloto hidráulicos usando cartucho 3/4-16 correspondente, conector e lógica bidirecional normalmente fechada |
Quantidade mínima |
50 peças |
Prazo de entrega |
7 a 15 dias |
Garantia |
12 meses |
Use a referência dimensional do catálogo original e o símbolo hidráulico para comparar a válvula com o componente removido e o esquema da máquina antes da aprovação da compra.
Conclua todos os pontos de controle abaixo antes que uma amostra ou pedido em grandes quantidades seja liberado.
Ponto de aprovação |
Avaliação do comprador |
|---|---|
Referência |
Use evidências completas de válvulas antigas |
Elétrica |
12V; verifique no conector carregado |
Mecânico |
Compare 3/4-16 unf-2a, posições de vedação e folga instalada |
Hidráulico |
Confirme o estado normal, estado energizado e relação de porta |
Evidência de máquina |
Circuitos piloto hidráulicos usando cartucho 3/4-16 correspondente, conector e lógica bidirecional normalmente fechada |
Comando elétrico separado, movimento de componentes e resposta final da máquina para que a fiação real ou a falha hidráulica não sejam ocultadas pela substituição de peças.
Condição observada |
Verificação recomendada |
|---|---|
Nenhum movimento |
Verifique a tensão do conector carregado, o aterramento, o comando do controlador e a resistência da bobina. |
Resposta lenta |
Inspecione a limpeza do óleo, a condição do filtro, a viscosidade e o movimento da válvula. |
Resposta invertida |
Pare a operação e compare a lógica da porta normal e energizada. |
Vazamento externo |
Inspecione as vedações, a superfície da válvula, a condição do furo e a profundidade de assentamento. |
Aquecimento repetido |
Confirme a tensão, o ciclo de trabalho, a resistência do conector e o movimento total. |
Quando uma primeira amostra de artigo for aprovada, mantenha as medições verificadas e o resultado do teste no registro de serviço. Utilize a marcação antiga completa, versão elétrica 12v, face do conector, 3/4-16 unf-2a, posições de vedação e esquema hidráulico da máquina. Uma referência por si só não pode provar que os caminhos de fluxo normal e energizado correspondem. Registre o modelo da máquina, o número de série e as fotografias da válvula removida com a amostra aprovada para que os pedidos repetidos sigam a mesma base de engenharia.
Quando um caso repetido de superaquecimento for investigado, mantenha as medições verificadas e o resultado do teste no registro de serviço. Leia a marcação de tensão na bobina removida e meça a alimentação no conector carregado enquanto o controlador comanda a válvula. Não inferir a tensão apenas a partir da contagem de baterias porque conversores, trocas de chicotes e frotas mistas podem produzir outro fornecimento de bobina. Mantenha o valor confirmado na consulta, pedido de compra, etiqueta da caixa e registro de inspeção de entrada.
Quando a cavidade do conector apresentar corrosão, mantenha as medições verificadas e o resultado do teste no registro de serviço. Trate 220 bar como uma referência de componente que deve permanecer dentro dos requisitos reais do circuito, e não como uma permissão para ignorar os dados de serviço da máquina. Confirme quais portas apresentam pressão em ambos os estados de comutação, revise a pressão de retorno e verifique a cavidade ou flange. A capacidade de pressão não pode corrigir uma função errada do carretel, profundidade do cartucho ou relação do manifold.
Quando uma análise de retorno for iniciada sem registros da máquina, mantenha as medições verificadas e o resultado do teste no registro de serviço. Duas válvulas podem compartilhar um diâmetro de bobina e um conector enquanto usam diferentes comprimentos de cartucho, áreas de vedação, forças de mola ou lógica de porta. Compare 3/4-16 unf-2a, comprimento total, profundidade instalada, direção do conector e símbolo hidráulico. Uma peça montada corretamente, mas que direciona a pressão de maneira diferente, pode criar uma resposta fraca, movimento reverso ou carregamento contínuo da bomba.
Quando um sistema hidráulico quente desenvolve uma resposta lenta, mantenha as medições verificadas e o resultado do teste no registro de serviço. Meça a alimentação e o aterramento no conector carregado, depois verifique a resistência da bobina e verifique se o controlador emite o comando. Se a entrada elétrica estiver correta, inspecione a limpeza do óleo, a condição do filtro, a liberdade do elemento móvel e a contaminação do coletor. Separe o comando elétrico da resposta hidráulica antes de substituir outra válvula para que um chicote ou uma passagem piloto bloqueada não seja perdida.
Quando uma revisão controlada em série for planejada, mantenha as medições verificadas e o resultado do teste no registro de serviço. Compare o comprimento total, a posição da rosca ou do flange, os diâmetros de vedação e a folga do conector com o componente removido. Leia o lado da mola do símbolo hidráulico como o estado normal e o lado do solenóide como o estado energizado. Reconcilie as cartas de porta do catálogo com o esquema do equipamento antes do comissionamento, pois as etiquetas podem diferir entre os desenhos da válvula e da máquina.
Quando uma frota contém duas versões de bobinas semelhantes, mantenha as medições verificadas e o resultado do teste no registro de serviço. Forneça a etiqueta antiga completa, modelo da máquina e número de série, tensão confirmada, face do conector, medições de cartucho ou flange, função hidráulica, quantidade necessária e destino. Separe cada sufixo ou versão elétrica na consulta. Esta evidência permite que a correspondência técnica e a aprovação da amostra prossigam com a cotação comercial, em vez de através de repetidos esclarecimentos.
Envie a marcação antiga completa ou evidências de componentes, tensão confirmada, informações da máquina, fotos nítidas, medições e quantidade necessária para uma cotação B2B com foco na instalação.