")
Português

EPN-45AS-2D
EPN-45AS-2D
Qualidade de substituição equivalente a OE
IATF 16949/ISO 9001/CE/RoHS
50 peças
7 - 15 dias
12 meses
EPN-45AS-2D
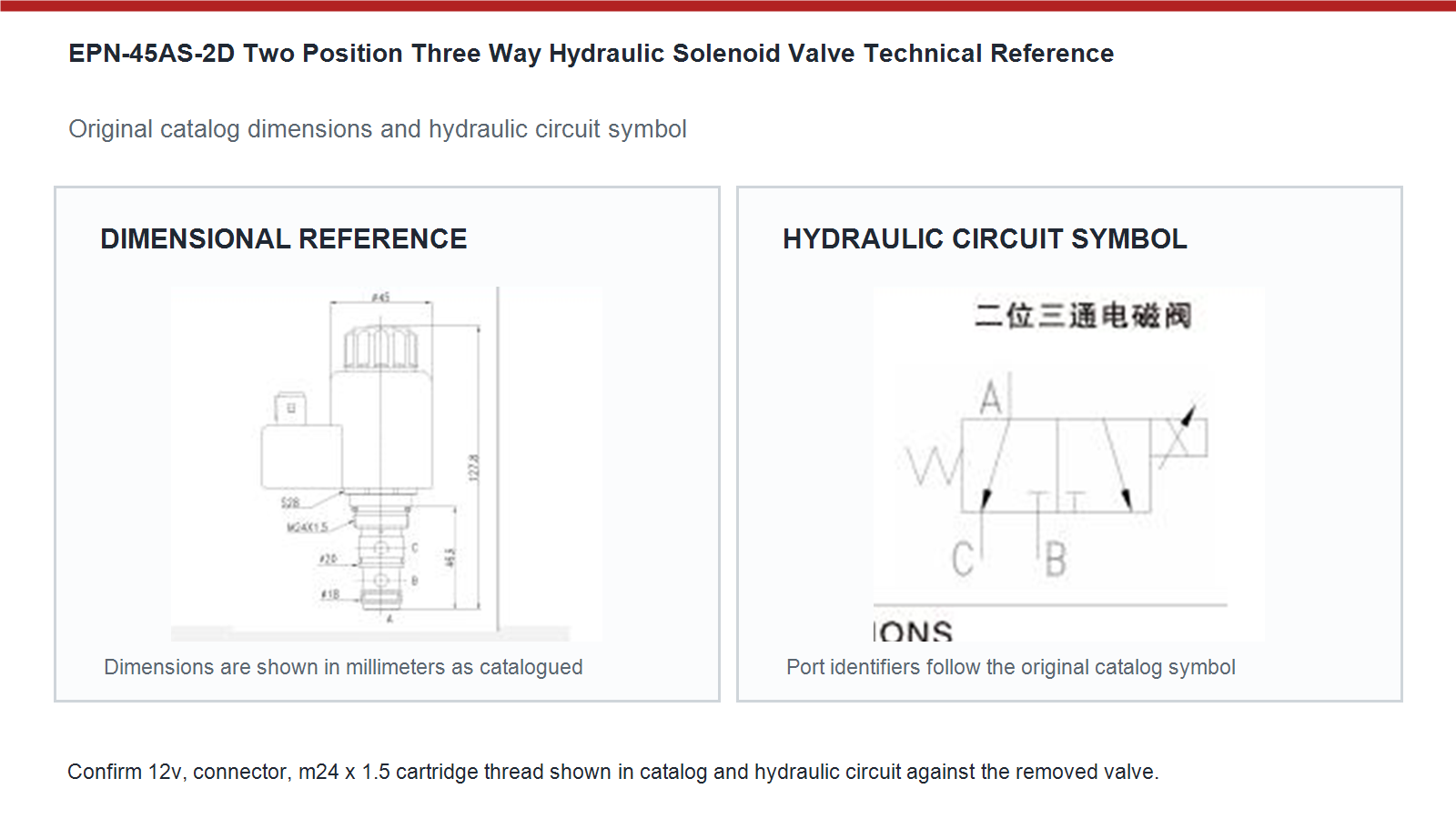
Circuitos de controle hidráulico usando a marcação EPN-45AS-2D e geometria de cartucho correspondente
Confirme 12v, conector, rosca de cartucho m24 x 1,5 mostrada no catálogo, vedações e circuito hidráulico antes da instalação.
| Quantidade: | |
|---|---|
EPN-45AS-2D é uma válvula solenóide hidráulica de duas posições e três vias para circuitos de controle hidráulico usando a marcação EPN-45AS-2D e geometria de cartucho correspondente. Os compradores devem confirmar a referência completa, 12 V, conector integral, rosca de cartucho m24 x 1,5 mostrada no catálogo antes de aprovar o estoque de reposição.
Especificação |
Informações confirmadas |
|---|---|
Tipo de produto |
Válvula solenóide hidráulica de duas posições e três vias |
Referência Primária |
EPN-45AS-2D |
Referências Cruzadas |
EPN-45AS-2D |
Versão elétrica |
12V |
Referência de pressão de trabalho |
240 barras |
Interface |
Rosca de cartucho M24 x 1,5 mostrada no catálogo |
Escopo de aplicação |
Circuitos de controle hidráulico usando a marcação EPN-45AS-2D e geometria de cartucho correspondente |
Quantidade mínima |
50 peças |
Prazo de entrega |
7 a 15 dias |
Garantia |
12 meses |
Use a referência dimensional do catálogo original e o símbolo hidráulico para comparar a válvula com o componente removido e o esquema da máquina antes da aprovação da compra.
Conclua todos os pontos de controle abaixo antes que uma amostra ou pedido em grandes quantidades seja liberado.
Ponto de aprovação |
Avaliação do comprador |
|---|---|
Referência |
EPN-45AS-2D |
Elétrica |
12V; verifique no conector carregado |
Mecânico |
Compare a rosca do cartucho m24 x 1,5 mostrada no catálogo, as posições de vedação e a folga instalada |
Hidráulico |
Confirme o estado normal, estado energizado e relação de porta |
Evidência de máquina |
Circuitos de controle hidráulico usando a marcação EPN-45AS-2D e geometria de cartucho correspondente |
Comando elétrico separado, movimento de componentes e resposta final da máquina para que a fiação real ou a falha hidráulica não sejam ocultadas pela substituição de peças.
Condição observada |
Verificação recomendada |
|---|---|
Nenhum movimento |
Verifique a tensão do conector carregado, o aterramento, o comando do controlador e a resistência da bobina. |
Resposta lenta |
Inspecione a limpeza do óleo, a condição do filtro, a viscosidade e o movimento da válvula. |
Resposta invertida |
Pare a operação e compare a lógica da porta normal e energizada. |
Vazamento externo |
Inspecione as vedações, a superfície da válvula, a condição do furo e a profundidade de assentamento. |
Aquecimento repetido |
Confirme a tensão, o ciclo de trabalho, a resistência do conector e o movimento total. |
Quando um novo lote de fornecedor passar pela inspeção dimensional, mantenha as medições verificadas e o resultado do teste no registro de serviço. Utilize a marcação antiga completa, versão elétrica 12v, face do conector, rosca do cartucho m24 x 1,5 mostrada no catálogo, posições de vedação e esquema hidráulico da máquina. Uma referência por si só não pode provar que os caminhos de fluxo normal e energizado correspondem. Registre o modelo da máquina, o número de série e as fotografias da válvula removida com a amostra aprovada para que os pedidos repetidos sigam a mesma base de engenharia.
Quando um lote de produção recebido for liberado, mantenha as medições verificadas e o resultado do teste no registro de serviço. Leia a marcação de tensão na bobina removida e meça a alimentação no conector carregado enquanto o controlador comanda a válvula. Não inferir a tensão apenas a partir da contagem de baterias porque conversores, trocas de chicotes e frotas mistas podem produzir outro fornecimento de bobina. Mantenha o valor confirmado na consulta, pedido de compra, etiqueta da caixa e registro de inspeção de entrada.
Quando houver suspeita de falha na saída do controlador, mantenha as medições verificadas e o resultado do teste no registro de serviço. Trate 240 bar como uma referência de componente que deve permanecer dentro dos requisitos reais do circuito, e não como uma permissão para ignorar os dados de serviço da máquina. Confirme quais portas apresentam pressão em ambos os estados de comutação, revise a pressão de retorno e verifique a cavidade ou flange. A capacidade de pressão não pode corrigir uma função errada do carretel, profundidade do cartucho ou relação do manifold.
Quando um esquema hidráulico usa rótulos de porta diferentes, mantenha as medições verificadas e o resultado do teste no registro de serviço. Meça a alimentação e o aterramento no conector carregado, depois verifique a resistência da bobina e verifique se o controlador emite o comando. Se a entrada elétrica estiver correta, inspecione a limpeza do óleo, a condição do filtro, a liberdade do elemento móvel e a contaminação do coletor. Separe o comando elétrico da resposta hidráulica antes de substituir outra válvula para que um chicote ou uma passagem piloto bloqueada não seja perdida.
Quando for encontrada contaminação no circuito, mantenha as medições verificadas e o resultado do teste no registro de serviço. Verifique a tensão comandada sob carga, o ciclo de trabalho da bobina, a resistência do conector e se o elemento hidráulico atinge a posição pretendida. A baixa tensão pode impedir a tração magnética total, enquanto a tensão excessiva ou a energização contínua podem superaquecer o enrolamento. A contaminação que restringe o movimento pode aumentar o estresse operacional, portanto corrija a causa elétrica ou hidráulica antes de instalar outra unidade.
Quando o estoque do armazém precisar permanecer separado por tensão, mantenha as medições verificadas e o resultado do teste no registro de serviço. Compare a face do conector, a posição da chave, a contagem de pinos, a direção da trava e a saída do cabo com o componente removido. Determine também se a supressão está incorporada na bobina, pois ela pode afetar o diagnóstico do controlador. Fotografe o conector diretamente ao lado de uma régua e inclua a condição do terminal na RFQ quando existirem diversas revisões de chicotes na frota.
Quando o comissionamento da partida a frio for concluído, mantenha as medições verificadas e o resultado do teste no registro de serviço. Detritos finos podem restringir o elemento móvel, danificar as áreas de vedação ou bloquear a passagem do piloto mesmo quando a bobina é energizada normalmente. Revise os requisitos de filtragem, inspecione a válvula removida em busca de partículas e lave o circuito afetado quando for encontrada contaminação. Substituir a válvula sem corrigir o óleo sujo pode produzir resposta lenta, travamento ou estresse elétrico repetido.
Envie a marcação antiga completa ou evidências de componentes, tensão confirmada, informações da máquina, fotos nítidas, medições e quantidade necessária para uma cotação B2B com foco na instalação.