")
Français

EPN-45AS-2D
EPN-45AS-2D
Qualité de remplacement équivalente à l'équipement d'origine
IATF 16949 / ISO 9001 / CE / RoHS
50 pièces
7 à 15 jours
12 mois
EPN-45AS-2D
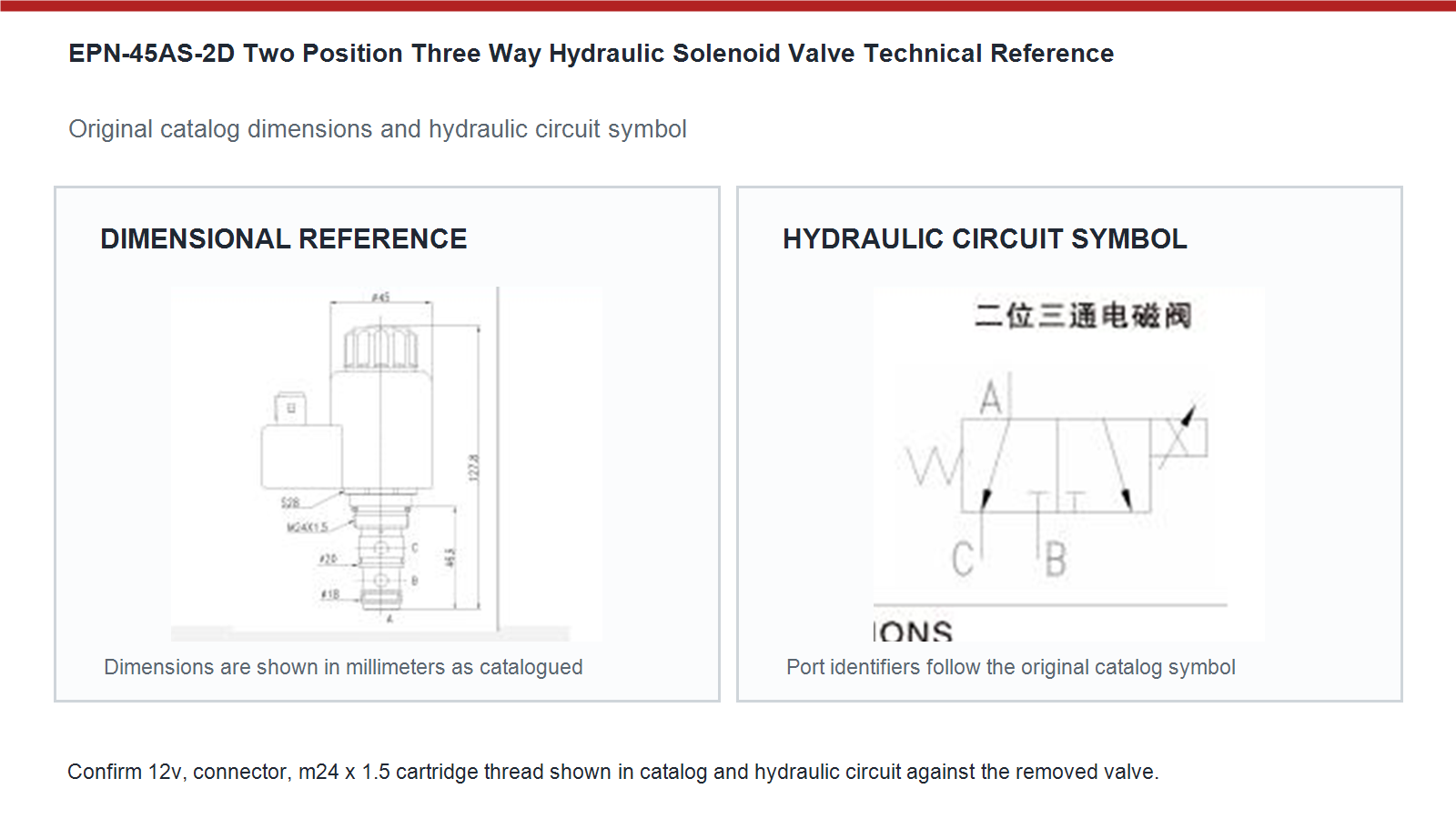
Circuits de commande hydraulique utilisant le marquage EPN-45AS-2D et la géométrie de la cartouche correspondante
Confirmer le 12 V, le connecteur, le filetage de la cartouche m24 x 1,5 indiqué dans le catalogue, les joints et le circuit hydraulique avant l'installation.
| Quantité : | |
|---|---|
L'EPN-45AS-2D est une électrovanne hydraulique à trois voies à deux positions pour les circuits de commande hydrauliques utilisant le marquage EPN-45AS-2D et la géométrie de la cartouche correspondante. Les acheteurs doivent confirmer la référence complète, 12 V, connecteur intégré, filetage de cartouche m24 x 1,5 indiquée dans le catalogue avant d'approuver le stock de remplacement.
Spécification |
Informations confirmées |
|---|---|
Type de produit |
Électrovanne hydraulique à trois voies à deux positions |
Référence principale |
EPN-45AS-2D |
Références croisées |
EPN-45AS-2D |
Version électrique |
12V |
Référence de pression de service |
240 barres |
Interface |
Filetage de cartouche M24 x 1,5 présenté dans le catalogue |
Champ d'application |
Circuits de commande hydraulique utilisant le marquage EPN-45AS-2D et la géométrie de la cartouche correspondante |
MOQ |
50 pièces |
Délai de livraison |
7 à 15 jours |
Garantie |
12 mois |
Utilisez la référence dimensionnelle du catalogue d'origine et le symbole hydraulique pour comparer la vanne avec le composant retiré et le schéma de la machine avant l'approbation de l'achat.
Remplissez tous les points de contrôle ci-dessous avant qu’un échantillon ou une commande groupée ne soit émis.
Point d'approbation |
Avis de l'acheteur |
|---|---|
Référence |
EPN-45AS-2D |
Électrique |
12 V ; vérifier au niveau du connecteur chargé |
Mécanique |
Comparez le filetage de la cartouche m24 x 1,5 indiqué dans le catalogue, les positions d'étanchéité et le jeu d'installation |
Hydraulique |
Confirmer l'état normal, l'état sous tension et la relation avec le port |
Preuve de machine |
Circuits de commande hydraulique utilisant le marquage EPN-45AS-2D et la géométrie de la cartouche correspondante |
Séparez la commande électrique, le mouvement des composants et la réponse finale de la machine afin que le câblage ou le défaut hydraulique ne soit pas masqué par le remplacement des pièces.
État observé |
Vérification recommandée |
|---|---|
Aucun mouvement |
Vérifiez la tension du connecteur chargé, la masse, la commande du contrôleur et la résistance de la bobine. |
Réponse lente |
Inspectez la propreté de l’huile, l’état du filtre, la viscosité et le mouvement des soupapes. |
Réponse inversée |
Arrêtez le fonctionnement et comparez la logique des ports normal et sous tension. |
Fuite externe |
Inspectez les joints, la surface de la vanne, l’état de l’alésage et la profondeur du siège. |
Chauffage répété |
Confirmez la tension, le cycle de service, la résistance du connecteur et le mouvement complet. |
Lorsqu'un nouveau lot de fournisseur entre dans l'inspection dimensionnelle, conservez les mesures vérifiées et les résultats des tests dans le dossier de service. Utilisez l'ancien marquage complet, la version électrique 12 V, la face du connecteur, le filetage de la cartouche m24 x 1,5 indiqué dans le catalogue, les positions d'étanchéité et le schéma hydraulique de la machine. Une référence seule ne peut pas prouver que les chemins d’écoulement normaux et sous tension correspondent. Enregistrez le modèle de la machine, le numéro de série et les photographies des vannes retirées avec l'échantillon approuvé afin que les commandes répétées suivent la même base d'ingénierie.
Lorsqu'un lot de production entrant est libéré, conservez les mesures vérifiées et le résultat des tests dans le dossier de service. Lisez le marquage de tension sur la bobine retirée et mesurez l'alimentation au niveau du connecteur chargé pendant que le contrôleur commande la vanne. Ne déduisez pas la tension uniquement du nombre de batteries, car les convertisseurs, les changements de faisceaux et les parcs mixtes peuvent produire une autre alimentation de bobine. Conservez la valeur confirmée sur la demande de renseignements, le bon de commande, l'étiquette du carton et le dossier d'inspection entrant.
Lorsqu'un défaut de sortie du contrôleur est suspecté, conservez les mesures vérifiées et le résultat du test dans le dossier d'entretien. Traitez 240 bars comme une référence de composant qui doit rester dans les limites réelles des exigences du circuit, et non comme une autorisation d'ignorer les données d'entretien de la machine. Confirmez quels ports voient la pression dans les deux états de commutation, examinez la pression de retour et vérifiez la cavité ou la bride. La capacité de pression ne peut pas corriger une mauvaise fonction du tiroir, une mauvaise profondeur de cartouche ou une mauvaise relation avec le collecteur.
Lorsqu'un schéma hydraulique utilise différentes étiquettes de port, conservez les mesures vérifiées et les résultats des tests dans le dossier d'entretien. Mesurez l'alimentation et la masse au niveau du connecteur chargé, puis vérifiez la résistance de la bobine et vérifiez que le contrôleur émet la commande. Si l'entrée électrique est correcte, inspectez la propreté de l'huile, l'état du filtre, la liberté des éléments mobiles et la contamination du collecteur. Séparez la commande électrique de la réponse hydraulique avant de remplacer une autre vanne afin de ne pas manquer un faisceau ou un passage pilote bloqué.
Lorsqu'une contamination est détectée dans le circuit, conservez les mesures vérifiées et les résultats des tests dans le dossier d'entretien. Vérifiez la tension commandée sous charge, le cycle de service de la bobine, la résistance du connecteur et si l'élément hydraulique atteint sa position prévue. Une basse tension peut empêcher une traction magnétique complète, tandis qu'une tension excessive ou une alimentation continue peut surchauffer l'enroulement. La contamination qui restreint les mouvements peut ajouter un stress de fonctionnement, corrigez donc la cause électrique ou hydraulique avant d'installer une autre unité.
Lorsque le stock de l'entrepôt doit rester séparé en tension, conservez les mesures vérifiées et les résultats des tests dans le dossier de service. Comparez la face du connecteur, la position de la clé, le nombre de broches, la direction du verrouillage et la sortie du câble avec le composant retiré. Déterminez également si la suppression est intégrée à la bobine, car elle peut affecter les diagnostics du contrôleur. Photographiez le connecteur directement à côté d'une règle et incluez l'état du terminal dans la demande de prix lorsque plusieurs révisions de faisceaux existent dans la flotte.
Une fois la mise en service avec démarrage à froid terminée, conservez les mesures vérifiées et les résultats des tests dans le dossier d'entretien. Les débris fins peuvent restreindre l'élément mobile, endommager les plages d'étanchéité ou bloquer un passage pilote même lorsque la bobine est alimentée normalement. Passez en revue les exigences de filtration, inspectez la vanne retirée pour détecter la présence de particules et rincez le circuit concerné lorsqu'une contamination est détectée. Remplacer la vanne sans corriger l'huile sale peut produire une réponse lente, un grippage ou des contraintes électriques répétées.
Envoyez l'ancien marquage complet ou la preuve des composants, la tension confirmée, les informations sur la machine, des photos claires, les mesures et la quantité requise pour un devis B2B axé sur l'installation.