")
Italiano

EPN-45AS-2D
EPN-45AS-2D
Qualità di ricambio equivalente all'OE
IATF 16949 / ISO 9001 / CE / RoHS
50 pz
7 - 15 giorni
12 mesi
EPN-45AS-2D
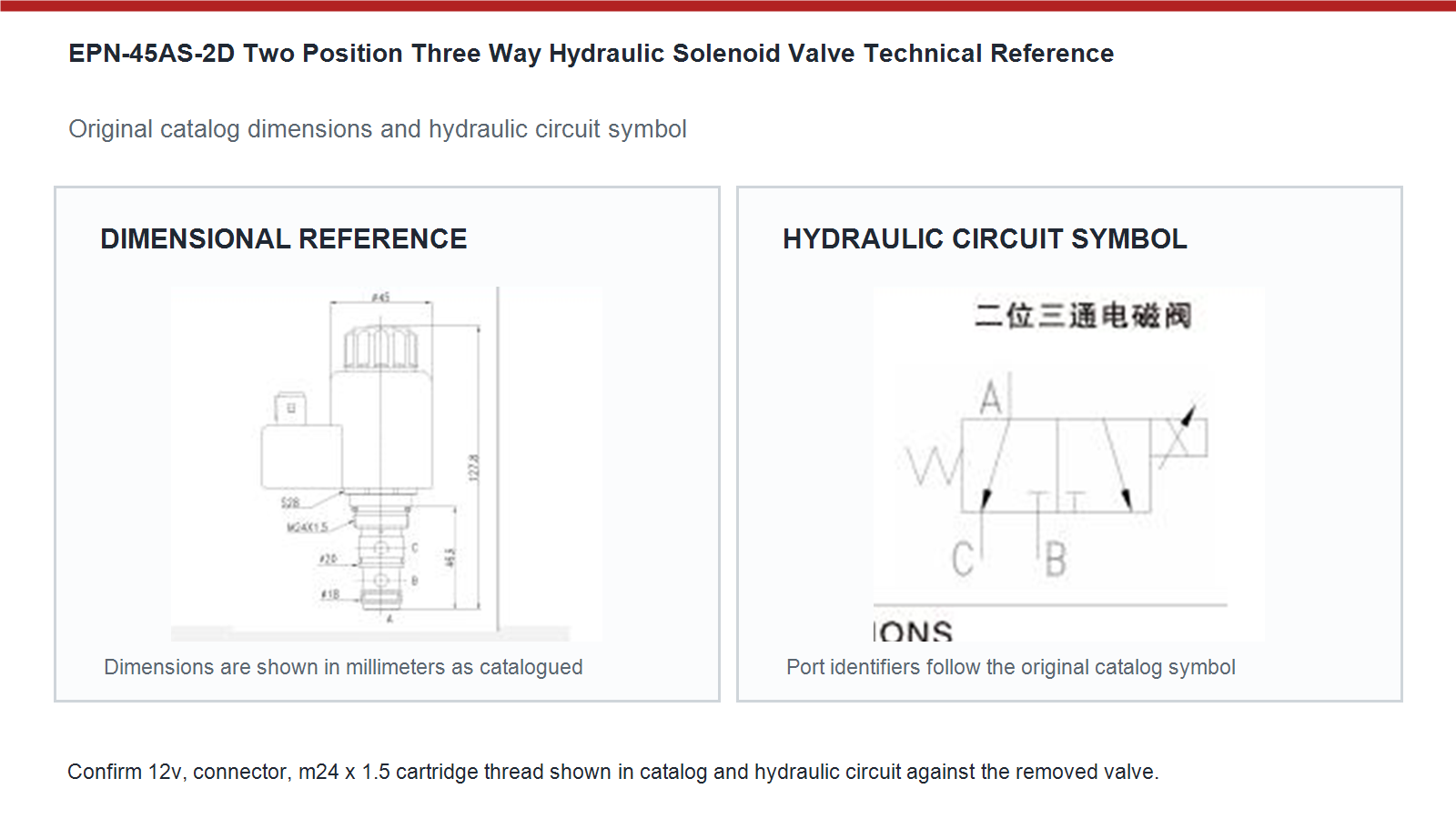
Circuiti di controllo idraulici che utilizzano la marcatura EPN-45AS-2D e la geometria della cartuccia corrispondente
Verificare che 12 V, connettore, filettatura della cartuccia m24 x 1,5 mostrata nel catalogo, guarnizioni e circuito idraulico prima dell'installazione.
| Quantità: | |
|---|---|
EPN-45AS-2D è un'elettrovalvola idraulica a tre vie a due posizioni per circuiti di controllo idraulici che utilizzano la marcatura EPN-45AS-2D e la geometria della cartuccia corrispondente. Gli acquirenti devono confermare il riferimento completo, 12 V, connettore integrale, filettatura della cartuccia m24 x 1,5 mostrato nel catalogo prima di approvare lo stock sostitutivo.
Specifica |
Informazioni confermate |
|---|---|
Tipo di prodotto |
Elettrovalvola idraulica a tre vie a due posizioni |
Riferimento primario |
EPN-45AS-2D |
Riferimenti incrociati |
EPN-45AS-2D |
Versione elettrica |
12V |
Riferimento della pressione di esercizio |
240bar |
Interfaccia |
Filettatura cartuccia M24 x 1,5 mostrata nel catalogo |
Ambito di applicazione |
Circuiti di controllo idraulici che utilizzano la marcatura EPN-45AS-2D e la geometria della cartuccia corrispondente |
MOQ |
50 pz |
Tempi di consegna |
Da 7 a 15 giorni |
Garanzia |
12 mesi |
Utilizzare il riferimento dimensionale e il simbolo idraulico del catalogo originale per confrontare la valvola con il componente rimosso e lo schema della macchina prima dell'approvazione dell'acquisto.
Completa tutti i punti di controllo riportati di seguito prima che venga rilasciato un campione o un ordine all'ingrosso.
Punto di approvazione |
Recensione dell'acquirente |
|---|---|
Riferimento |
EPN-45AS-2D |
Elettrico |
12V; verificare sul connettore caricato |
Meccanico |
Confrontare la filettatura della cartuccia m24 x 1,5 mostrata nel catalogo, le posizioni di tenuta e lo spazio installato |
Idraulico |
Confermare lo stato normale, lo stato energizzato e la relazione tra le porte |
Prove della macchina |
Circuiti di controllo idraulici che utilizzano la marcatura EPN-45AS-2D e la geometria della cartuccia corrispondente |
Comando elettrico, movimento dei componenti e risposta finale della macchina separati, in modo che l'effettivo guasto del cablaggio o dell'impianto idraulico non venga nascosto dalla sostituzione dei componenti.
Condizione osservata |
Controllo consigliato |
|---|---|
Nessun movimento |
Controllare la tensione del connettore caricato, la terra, il comando del controller e la resistenza della bobina. |
Risposta lenta |
Ispezionare la pulizia dell'olio, le condizioni del filtro, la viscosità e il movimento della valvola. |
Risposta invertita |
Interrompere il funzionamento e confrontare la logica della porta normale e quella eccitata. |
Perdita esterna |
Ispezionare le guarnizioni, la superficie della valvola, le condizioni del foro e la profondità della sede. |
Riscaldamento ripetuto |
Confermare la tensione, il ciclo di lavoro, la resistenza del connettore e il movimento completo. |
Quando un nuovo lotto del fornitore viene sottoposto all'ispezione dimensionale, conservare le misurazioni verificate e il risultato del test nel registro del servizio. Utilizzare la vecchia marcatura completa, la versione elettrica da 12 V, la faccia del connettore, la filettatura della cartuccia m24 x 1,5 mostrata nel catalogo, le posizioni di tenuta e lo schema idraulico della macchina. Un riferimento da solo non può dimostrare che i percorsi del flusso normale ed energizzato corrispondano. Registrare il modello della macchina, il numero di serie e le fotografie della valvola rimossa con il campione approvato in modo che gli ordini ripetuti seguano le stesse basi ingegneristiche.
Quando viene rilasciato un lotto di produzione in entrata, conservare le misurazioni verificate e il risultato del test nel registro di servizio. Leggere la marcatura della tensione sulla bobina rimossa e misurare l'alimentazione sul connettore caricato mentre il controller comanda la valvola. Non dedurre la tensione solo dal conteggio delle batterie perché convertitori, sostituzioni di cablaggio e flotte miste possono produrre un'altra alimentazione di bobina. Conservare il valore confermato sulla richiesta, sull'ordine di acquisto, sull'etichetta della scatola e sul registro dell'ispezione in entrata.
Quando si sospetta un guasto all'uscita del controller, conservare le misurazioni verificate e il risultato del test nel registro di manutenzione. Trattare 240 bar come un riferimento del componente che deve rimanere entro i requisiti effettivi del circuito, non come un permesso per ignorare i dati di servizio della macchina. Confermare quali porte vedono la pressione in entrambi gli stati di commutazione, rivedere la pressione di ritorno e verificare la cavità o la flangia. La capacità di pressione non può correggere un funzionamento errato della bobina, una profondità della cartuccia o una relazione del collettore errata.
Quando uno schema idraulico utilizza etichette di porte diverse, conservare le misurazioni verificate e i risultati dei test nel registro di manutenzione. Misurare l'alimentazione e la terra sul connettore caricato, quindi controllare la resistenza della bobina e verificare che il controller emetta il comando. Se l'ingresso elettrico è corretto, ispezionare la pulizia dell'olio, le condizioni del filtro, la libertà degli elementi mobili e la contaminazione del collettore. Separare il comando elettrico dalla risposta idraulica prima di sostituire un'altra valvola in modo da non perdere un cablaggio o un passaggio pilota bloccato.
Quando si rileva contaminazione nel circuito, conservare le misurazioni verificate e il risultato del test nel registro di servizio. Verificare la tensione comandata sotto carico, il ciclo di lavoro della bobina, la resistenza del connettore e se l'elemento idraulico raggiunge la posizione prevista. Una bassa tensione può impedire la piena attrazione magnetica, mentre una tensione eccessiva o un'energizzazione continua possono surriscaldare l'avvolgimento. La contaminazione che limita il movimento può aggiungere stress operativo, quindi correggere la causa elettrica o idraulica prima di installare un'altra unità.
Quando le scorte di magazzino devono rimanere separate dalla tensione, conservare le misurazioni verificate e il risultato dei test nel registro di servizio. Confrontare la faccia del connettore, la posizione della chiave, il numero di pin, la direzione del fermo e l'uscita del cavo con il componente rimosso. Determinare inoltre se la soppressione è incorporata nella bobina perché può influenzare la diagnostica del controller. Fotografa il connettore direttamente accanto a un righello e includi le condizioni del terminale nella richiesta di offerta quando nella flotta sono presenti diverse revisioni del cablaggio.
Una volta completata la messa in servizio con avvio a freddo, conservare le misurazioni verificate e il risultato del test nel registro di servizio. I detriti fini possono restringere l'elemento mobile, danneggiare le zone di tenuta o bloccare un passaggio pilota anche quando la bobina si eccita normalmente. Rivedere i requisiti di filtraggio, ispezionare la valvola rimossa per rilevare eventuali particelle e lavare il circuito interessato quando viene rilevata contaminazione. La sostituzione della valvola senza correggere l'olio sporco può riprodurre una risposta lenta, incollamento o stress elettrico ripetuto.
Invia la vecchia marcatura completa o la prova dei componenti, la tensione confermata, le informazioni sulla macchina, le foto chiare, le misurazioni e la quantità richiesta per un preventivo B2B incentrato sul montaggio.